Защита стальных газопроводов от коррозии.
Для начала давайте еще раз вспомним что такое коррозия и каких видов она бывает?
Коррозия (разъедание) — самопроизвольное разрушение металлов и сплавов в результате химического и электрохимического взаимодействия с окружающей средой.
Химическая коррозия металлов — это результат протекания таких химических реакций, в которых после разрушения металлической связи, атомы металла и атомы, входящие в состав окислителей, образуют химическую связь
Электрический ток между отдельными участками поверхности металла в этом случае не возникает. Такой тип коррозии как правило присущ средам, которые не способны проводить электрический ток – это газы, жидкие неэлектролиты.
Электрохимическая коррозия металлов – это процесс разрушения металлов в среде различных электролитов, который сопровождается к примеру возникновением внутри системы электрического тока.
При таком типе коррозии атом удаляется из кристаллической решетки в результате двух сопряженных процессов:
- Анодного – металл в виде ионов переходит в раствор.
- Катодного – образовавшиеся при анодном процессе электроны, связываются деполяризатором (вещество — окислитель).
Другими словами электрохимическая коррозия газопровода — это реакция «электролиз» между двумя металлами в земле, которые соеденены между собой. Один из металлов становится катодом (-), другой как правило становится анодом (+) разрушается. Земля это электролит.
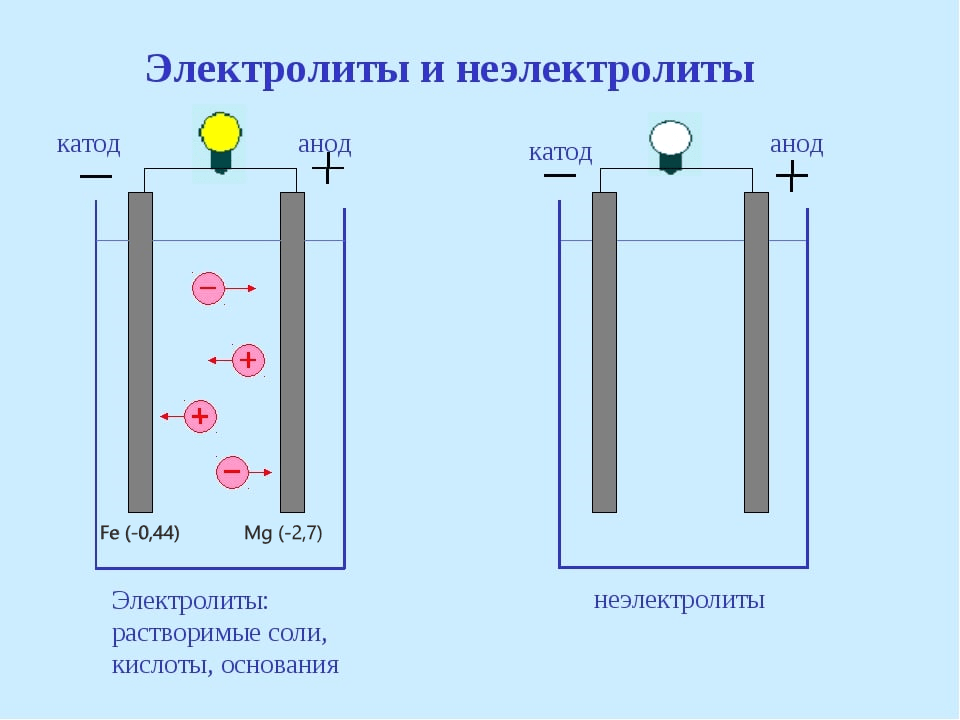
Тот потенциал где больший минус, тот безусловно и будет сильнее ржаветь.
Например: Mg (-2,7); Fe (-0,44). Магний будет коррозировать, а железо блестеть.
В результате этого газопроводы защищают от электрохимической коррозии комплексно. (активная защита + пассивная защита).
Пассивная защита стальных газопроводов от коррозии
Пассивная защита — это прежде всего изоляционное покрытие на трубе, усиленного типа
Виды покрытий:
- Экструдированный полиэтилен или полипропилен, толщиной от 2,5 до 3 мм, (заводское покрытие).
- Эпоксидное напыление, толщиной 0,75; 1; 1,5 мм (заводское покрытие).
- Мастичное покрытие, толщиной не менее 7,5 мм для труб диаметром до 159 мм, и 9 мм для труб диаметром более 159 мм. (не менее 7 слоев):
- 1 слой — грунтовка (битумный праймер);
- 2 слой — мастика;
- 3 слой — стекловолокно;
- 4 слой — мастика;
- 5 слой — стекловолокно;
- 6 слой — мастика;
- 7 слой — крафт-бумагой.
- Термоусаживающиеся ленты или манжеты, по грунтовке в 1 слой и толщиной не менее 1,5 мм.
- Полиэтиленовые липкие ленты:
- 1 слой — полимерноклеевая грунтовка НК-50 или П-001
- 2 слой — Изоляционно клеевая лента. Если толщина ленты 0,4 мм то изолируют в 3 слоя, если 0,6 то изолируют в 2 слоя.
- Оберточный слой.
- Полиэтиленовая клеевая оберточная лента — толщиной 0,6 мм «Полилен-0».
- Полимерно-битумные ленты типа «Литкор». Сочетается с любым видом покрытия.
- 1 слой — битумный праймер (грунтовка).
- 2 слой — лента «Литкор», «Лиам», «Пирма», (толщина 2 мм).
- 3 слой «Литкор» 2 мм, до диаметра 159 мм. Если диаметр более 159 мм, то
- 4 слой — Обертка клеевая полиэтиленовая 0,6 мм.
Малые диаметры допускается изолировать:
- 1 слой — грунтовка;
- 2 слой — «Литкор»;
- 3 слой — обертка 0,6 мм;
- 4 слой — обертка 0,6 мм.
Технология изоляции
Подготовка к изоляции:
- Металл зачищают до блеска;
- Заводскую изоляцию зачищают или предают шероховатость не менее 10 см с двух сторон;
- Металл должен быть обезжирен а также осушен;
- Металл красят битумным праймером, т.е. битум растворенный в бензине. После нанесения грунтовка должна высохнуть.
- Ленту «Литкор» нарезаем на полосы шириной к примеру 10-20 см. После чего нужно снять пленку, нагреть мастичный слой до начала расплавления и навить на трубу, прикатывая валиком. Навивать спирально витки с нахлестом 2-3 мм. Или в обхват если позволяет ширина ленты.
При изоляции используют как правило газовую горелку или паяльную лампу. Газ используют «Пропан» или «Бутан». Баллон к тому же должен быть не просрочен.
Например: 04 15 20 где (месяц годвыпуска год следующей поверки).
МГ- масса газа (43,6кг) не должна превышать.
Газ в баллоне при нагреве расширяется в 16 раз, в результате этого баллоны нужно заправлять при «+» температуре.
Пол литра газа — это примерно 1 кг. При заправке баллона как правило заправляют 20 -21 л.
При работе с изоляцией используют спец. одежду (фартук прорезиненый, очки, сапоги керзовые, перчатки).
Приготовление Битумного праймера
Битумный праймер приготавливают из битума растворенного в бензине.
БНИ-IV (75 °С.) Битум нефтяной изоляционный, разбавляется 1л к 3 л бензина по объему, или 1 кг к 2 кг по массе.
- Битум нарубить на куски (5-6 кг);
- Загрузить в котел 1/5 от объема;
- Расплавить;
- В расплавленную массу добавить еще битума 2/3 от объема;
- Расплавить добавленный битум не доводя до кипения, (t кип. 200-230°С).
- Налить в конусообразный бачек металическим ковшом с деревянной ручкой;
- Отойти на 10 м. и охладить до 75°С, после этого вылить охлажденный битум в бензин, непрерывно помешивая;
- Грунтовку сливаем в канистру и закрываем.
Пользоваться можно пол года (в холодном виде).
Активная защита стальных газопроводов от коррозии
Активная защита или ЭХЗ (электрохим.защита). Бывает 3-х видов.
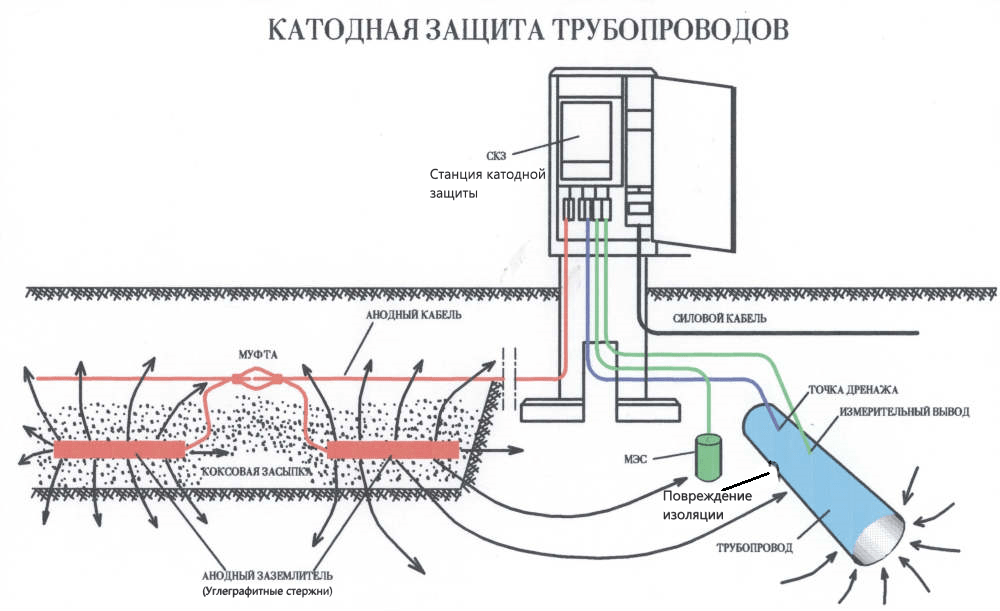
- Катодная — создание поляризационного потенциала от катодной станции в местах повреждений изоляционных покрытий (на всех газопроводах);
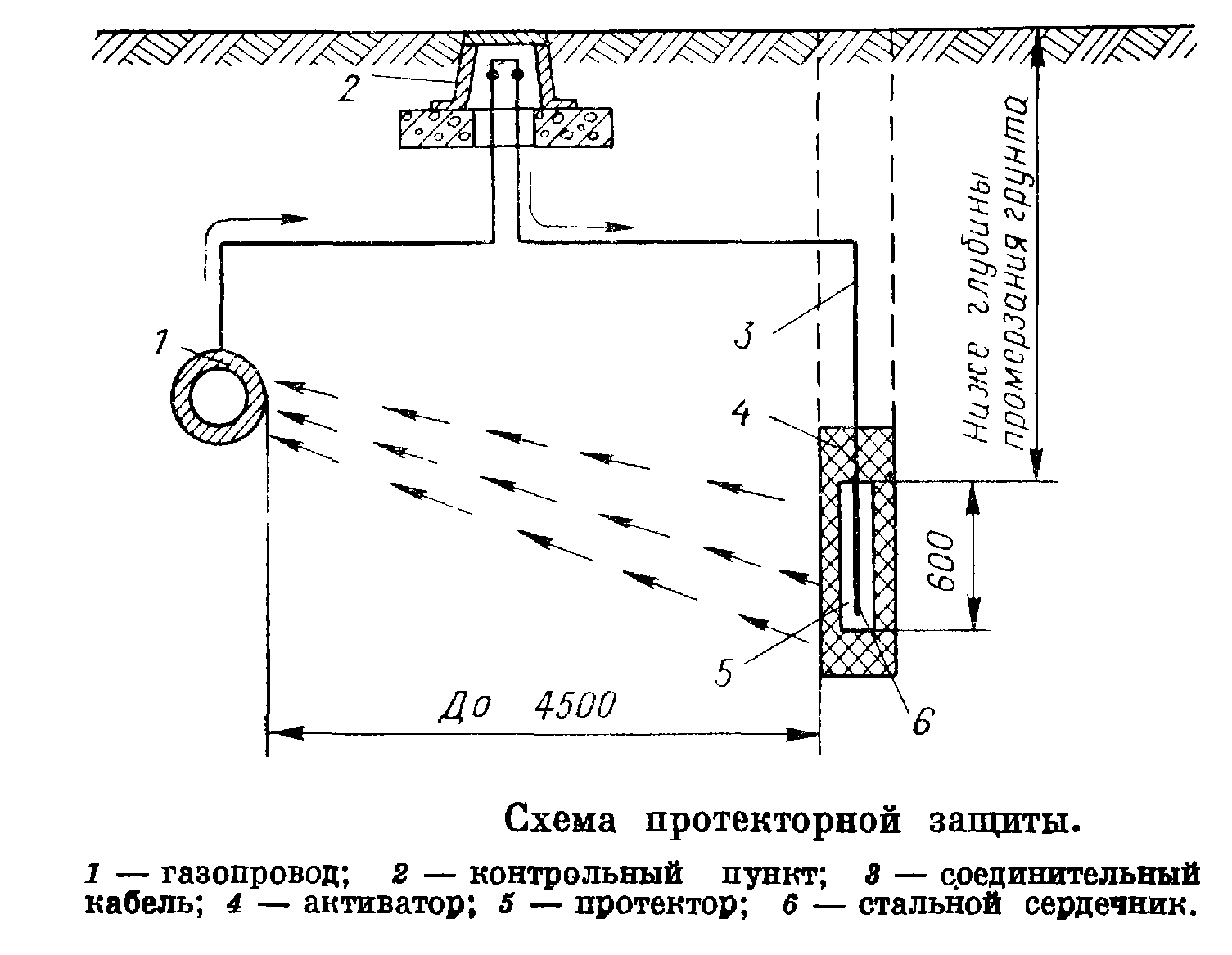
- Протекторная — создание естественной гальванической пары: (катод-газопровод (-), анод-протектор (+), земля электролит);
- Дренажная — отвод токов через дренажную установку, к источнику этих токов.